BVM blade monitoring employs optical, eddy current, and/or capacitive sensors. Customer needs and the operating environment determine the choice of sensors. Considerations include operating temperature, the degree of optical interference from oils, dirt, and/or other obscuring substances, and physical configuration, as well as customer preferences.
Multiple sensors are standard for installations, and there is no practical upper limit to the type and quantity of sensors that can be employed. Hood Technology Corporation principally recommends two types: (1) eddy current and (2) optical. Standard-sized sensors are typically integrated into the customer’s test setup. Alternatively, Hood Technology Corporation’s engineers often work with the customer to customize the sensor housing to accommodate specific installation needs.
Fiber-Optic Sensors; Unlensed
Hood Tech builds optical sensors in a range of sizes and temperature capabilities. The most common sensor size of this type built by Hood Technology Corporation is shown in (Figure 1). It is designed to connect to Hood Technology’s optical sensor pre-amp (BV-OP). Laser light is emitted from the center fiber, reflects off each passing blade, and the reflected light travels back to a photodiode through the outer six fibers. Reliable signals can be achieved with sensor standoff distances up to 10mm.
Temperature limitations of the sensors are dictated by the optic fibers. Using high-temperature fibers, temperatures of up to 650C can be tolerated. With a small cooling manifold air-cooled optical sensors have been used to 1100C.

Figure 1: Standard 7-fiber optical probe. Can be used uncooled with gas temperatures up to 650C. With air-cooling of the sensor housing, these sensors have been used to 1100C.
Another type of unlensed optical sensor is the Skewed Dual Light Probe (SDLP), shown in (Figure 2). This sensor consists of two seven-fiber probes mounted in the same housing at a skew angle with respect to one another. This creates a sensor pair, whose time-of-flight is a linear function of the distance between the sensor and the passing blade. In other words, this sensor measures the clearance of each blade as well as the time-of-arrival. SDLPs have the same temperature limitations (up to 650C uncooled).
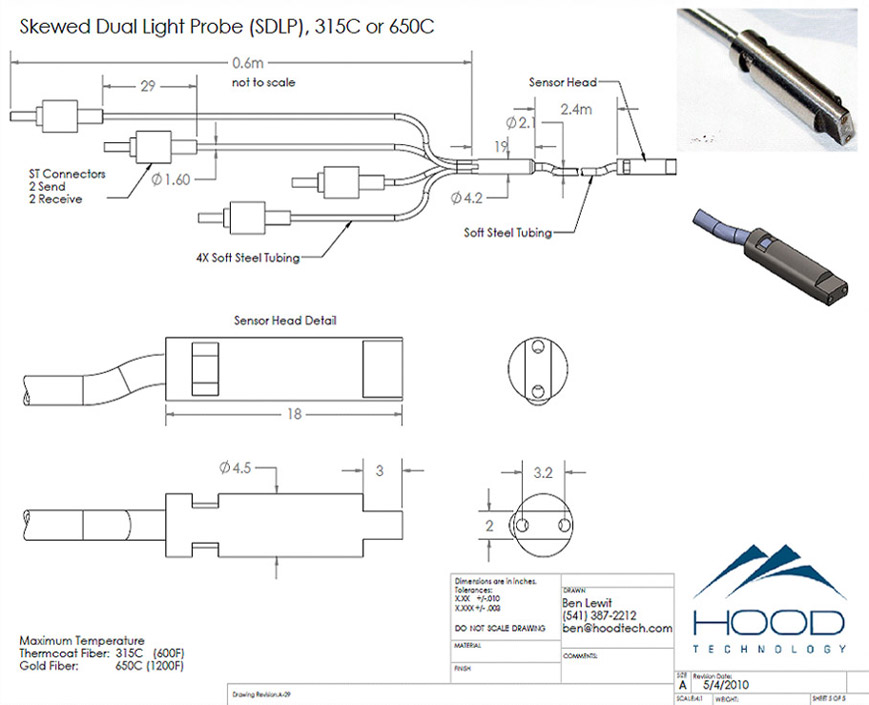
Figure 2: Skewed Dual Light Probe (SDLP) measures clearance as well as blade time-of-arrival. Can be used with gas temperatures up to 650C. With air-cooling of the sensor housing, this upper temperature limit can be increased to 1100C.
Fiber-Optic Sensors; Lensed
Lensed optical sensors can make measurements over longer distances. A ‘long-shot’ sensor can be used to execute BVM from several meters distance. In these cases, the laser light is collimated and can travel long distances (up to 10m has been used). Reflective tape is applied to a stationary object (e.g. stator vane, case wall) and the passing blade acts as a ‘shutter’ blocking the returning light. Because of the physical and temperature requirements, these ‘long-shot’ sensors are typically only used on the first stage of an axial compressor, but they have the ability to measure several span-wise locations on the blades. They also allow the user to measure the leading edge AND the trailing edge of a blade with a single sensor. An example installation on a gas turbine fan is diagrammed below (Figure 3).
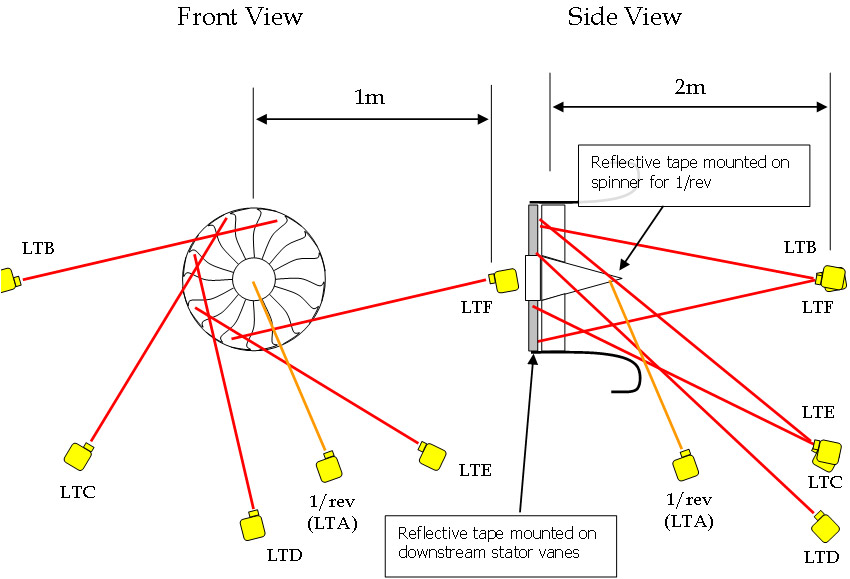
Figure 3
An alternative "shutter" implementation of optical sensors has been employed on interior stages in gas turbine engines, where the sensor is split into an optical "sender" and an optical "receiver", arranged so that the blade passes between them. The passing blade again acts as a shutter, interrupting the optical beam. Again, both arriving edge and departing edge of the blade can be measured. An implementation in an LP turbine stage of a gas turbine engine is diagrammed below (Figure 4). This implementation does not requires reflective tape, and therefore it can be used in high-temperature environments.

Figure 4
Eddy Current Sensors, Uncooled
Hood Tech builds eddy current sensors in a range of sizes and temperature capabilities. The principle of operation is to create a permanent magnetic field through which the rotor blades pass, disturbing the field. If the blades are electrically-conductive (not necessarily ferrous), rapid eddy currents in the passing blade, disturb the permanent magnetic field. This field disturbance is sensed by a coil within the probe. We have used such sensors to 550C uncooled. In turbines, we have operated such sensors with cooling airflow routed through the sensor in 1mm steel tubing, maintaining the sensor’s interior below 500C (see Figure 4). We have used this approach with gas temperatures in the stage being measured as high as 1000C.
The most common sensor size of this type built at Hood Technology is show in (Figure 5). In addition to a large number of gas turbine engines, this sensor has also been used with success in steam turbines, in each case on the final few stages of the LP turbine. For these steam turbine applications, the sensor housing is made with an erosion resistant material. Several eddy current sensor installations have been in continuous operation for over 2 years in gas turbine engines and steam turbines with no degradation in signal quality.
This sensor is used for time-of-arrival and for uncalibrated tip-clearance measurements.
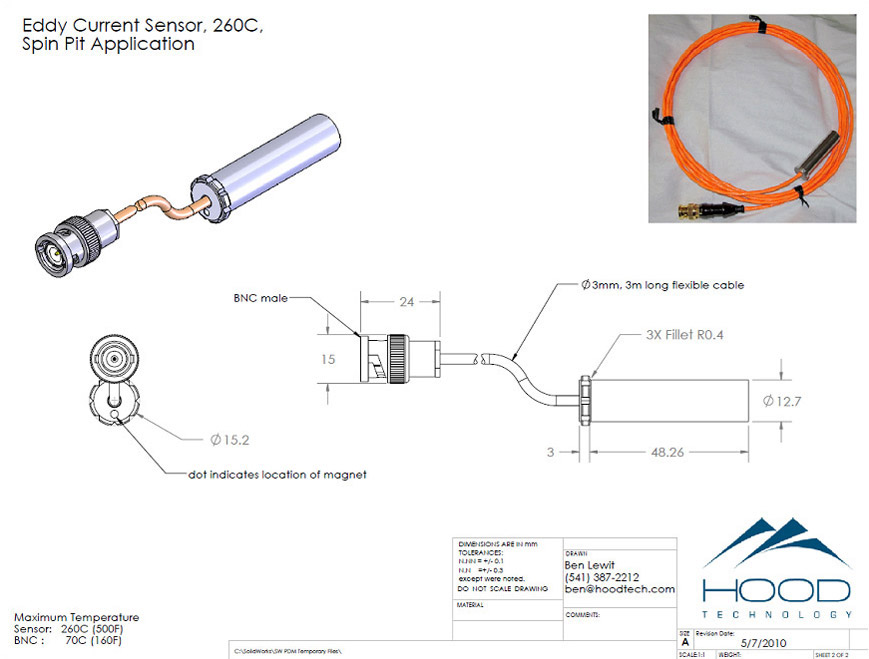
Figure 5. Standard 12.7mm diameter eddy current sensor. Nominally, the temperature limitation is determined by the Curie temperature of the magnet. With Alnico magnets, the sensor can withstand 550C uncooled.
Eddy Current Sensors, Cooled
In turbines, we have operated such sensors with cooling airflow routed through the sensor in 1mm steel tubing, maintaining the sensor’s interior below 500C (see Figure 6). We have used this approach with gas temperatures as high as 1000C.
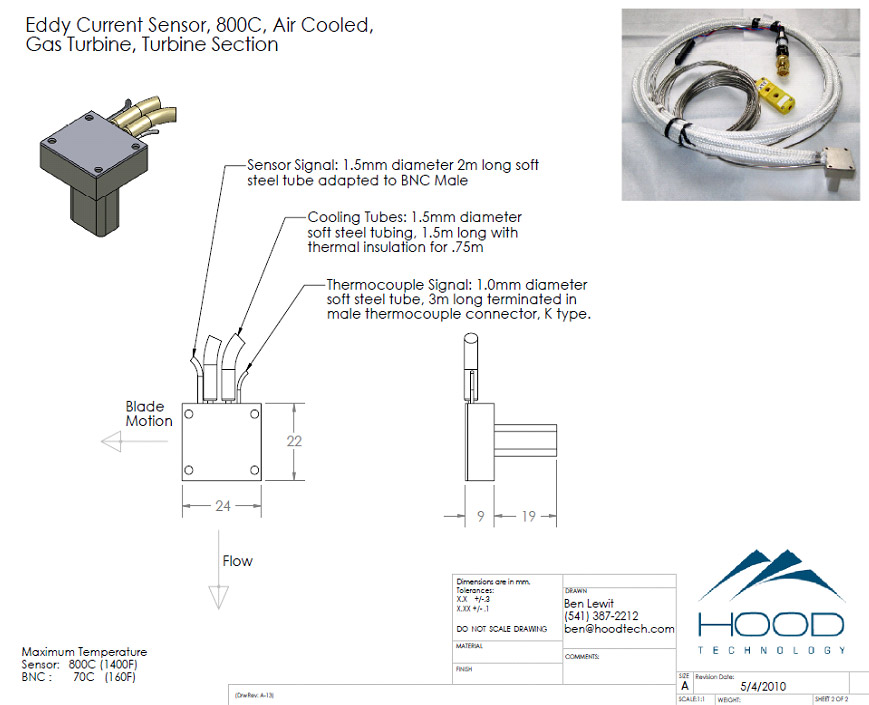
Figure 6 By adding cooling air to the sensor housing the eddy current sensor can be made to withstand gas temperatures up to 1000C. With these high temperature sensors, a thermocouple is integrated into the sensor housing.
Third Party Sensors
Hood Tech has used third-party sensors on many occasions: 粤公网安备 44010602004357号
粤公网安备 44010602004357号